Как сделать споттер для рихтовки своими руками?
Принцип работы споттера
Составные части споттера: коробка (в ней находятся трансформаторы или инвенторы), кабель, пистолет (стаддер) и электрод.Аппарат споттер работает по принципу мгновенного приваривания (длится считанные секунды) металла (крепежа) к кузову машины на месте повреждения и последующего вытягивания деформированной поверхности посредством обратного молотка. Обратный молоток фиксируется на деформированной поверхности, а по направляющей двигается сам молоток в виде шайбы (именно она прикладывает усилие в точке фиксации и вытягивает деформацию).Споттер незаменим при вытягивании участков, к которым невозможно подобраться изнутри.
У обычного споттера есть 2 режима работы:
• Кратковременный – направляющая крепится в конкретной точке специальными шайбами.
• Сварочный – угольный электрод осуществляет сварку на минимальной скорости.
Споттер для рихтовки работает таким образом:
1. Деформация на машине хорошо зачищается (до металла).
2. К подготовленному участку крепится заземлительный контакт.
3. Споттером привариваем крепежные элементы (шайбы). Потом к ним нужно будет подсоединить споттер.
4. Захватываем эти элементы пистолетом споттера.
5. Вытягиваем деформацию на участке кузова машины. Чтобы подкорректировать поверхность, нужно использовать обратный молоток.
Внимание! Для алюминия обратный молоток не применять!
6. Крепежный элемент (шайбы) убираем руками (срывается легко, без усилий).
7. Зачищаем участок и готовим его под шпатлевку.
Виды споттеров
Есть 2 вида споттеров (все зависит от уровня мощности трансформатора и принципа работы):
• Трансформаторный. Такой аппарат можно изготовить самостоятельно.
• Инверторный. Такой аппарат собирают только на заводах. Инвенторный споттер оснащен датчиками заданной и реальной температуры. Режим сварки можно выбрать на панели управления.
Аппарат споттер зависит от работы микропроцессора и может выполнять одностороннюю или двустороннюю сварку. Выравнивание деформированной поверхности осуществляется пневмоклещами.
Как сделать споттер для рихтовки своими руками
Чтобы сделать споттер для рихтовки авто своими руками, надлежит подготовить материалы и инструменты:
• Сварочный трансформатор.
• Тиристор (200В).
• Привод 12В (можно взять трансформатор от ненужной техники).
• Реле 30А.
• Диодный мост.
• Кнопка.
• Контактор 220В.
Помните! Вы работаете с электричеством! Поэтому под ногами у вас должен лежать резиновый коврик.
Что можно взять за основу для споттера-самоделки?
• Трансформатор из микроволновки.
• Инвертор.
• Аккумулятор машины (придется заряжать его до и после использования).
• Сварочный аппарат.
Изготовление споттера из сварочного аппарата
Как сделать споттер из сварочного аппарата?За основу берем старый сварочный аппарат. После всех переделок он должен подавать от 1500А.
Собираем споттер в такой последовательности:
1. Со сварочного аппарата убираем вторичный слой (или два слоя).
2. Рассчитываем количество витков на 1В: обверните медную изолированную проволоку на первичную обмотку и затем измерьте количество вольт. Теперь полученное число разделяем на количество витков проволоки и получаем количество нужных витков на 1В.
3. Делаем шину из вторичного слоя. Сечение шины не меньше 160 мм², напряжение – 6 В. Если сечение меньше, то разделяем шину на несколько частей (количество кусков зависит от начального числа) и обматываем части тканевой изолентой.
4. Делаем 2 шины с обмоткой из изоленты и малярного скотча. Шары изоляции делаем последовательно: слой изоленты, слой скотча и снова изолента. Свободные края заклепайте.
5. Эти шины плотно наматываем на трансформатор. Шина должна быть цельной (без повреждений) и должна лечь ровно и плотно.
6. Если мощности достаточно, то работы на этом этапе окончены.
Изготовление пускового устройства
Теперь займемся изготовлением пускового устройства: кнопки, которая будет управлять реле (перекрывает провода с напряжением 220В) через привод 12В.К сварочному пистолету приделываем детали для присоединения к прибору рихтовки. Внутри полуавтомата фиксируем латунную ось (класс М10).
Под клещи берем трубу 20х20 мм. Трансформатор и пистолет соединяется силовым проводом. Его сечение должно иметь одинаковое или большее сечение, чем сечение шины. Оптимальный размер проводов – 2,5 м.
Рабочий кабель, который будет соединять пистолет с трансформатором, непременно должен быть сделать из коммутирующего провода с термоизоляцией.
Внимание! При нагреве такой слой будет постепенно стягиваться.
Самодельный обратный молоток
Молоток споттера служит для рихтовки деформаций на кузове авто. При изготовлении самодельного обратного молотка сначала собираем пистолет, потом присоединяем его к блоку управления. Для этого присоединяем к электроду (длина 40-45 см, диаметр – 12016 мм) толстый кабель. На кнопку управления выводим три провода.
На электрод надеваем тяжелую болванку (это и есть наш обратный молоток). Болванка должна свободно перемещаться. На конец электрода привариваем острый наконечник (именно он будет контактировать с кузовом при рихтовочных работах).
Знаете ли Вы? Споттер потребляет 10-15 кВт. Позаботьтесь о проводке, которая соответствует такой нагрузке.
Подписывайтесь на наши ленты в таких социальных сетях как, Facebook, Вконтакте, Instagram, Pinterest, Yandex Zen, Twitter и Telegram: все самые интересные автомобильные события собранные в одном месте.
Конструкция и принцип работы аппарата
Состоять самодельный агрегат будет из двух главных узлов – это сварочный трансформатор (Т2) и электронное реле на тиристоре V9. Сетевая обмотка у трансформатора подсоединяется к электросети через диодный мост (V5/V8). Именно в его диагональ будет включен тиристор (V9) электронного реле.
Вспомогательный маломощный трансформатор (Т1) питает управляющую цепь тиристора (обмотка 2). Работает аппарат следующим образом:
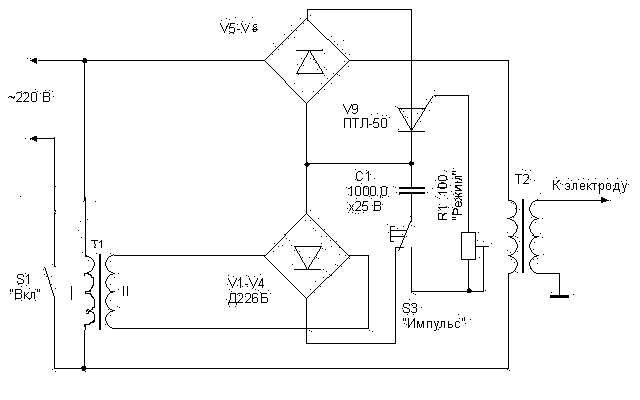
Схема споттера
- При нажатии на выключатель (S1) напряжение питания (220В) идет на трансформатор Т1. Вернее, его первичную обмотку.
- Конденсатор (С1), подключаемый к выпрямительному мосту (V1/V4) через замкнутые контакты S3 переключателя, заряжается.
- Тиристор V9 закрыт, поэтому первичная обмотка трансформатора Т2 обесточена.
- При нажатии на клавишу S3 переключателя заряженный конденсатор (С1) подключается к электроду управления тиристора V9 с помощью переменного резистора R1.
- Далее разрядный электроток конденсатора открывает тиристор. На первичную обмотку трансформатора Т2 идет напряжение электросети.
- Во вторичной обмотке на трансформаторе появляется импульс тока.
Продолжительность импульса зависит от характеристик задающей время цепи R1/C1. Максимальная длительность импульса – около 0,1 сек. За этот промежуток времени электроток во вторичной обмотке достигает 350-500 А. Оптимальный режим сваривания можно настраивать резистором R1.
Для споттера годится любой тиристор, который рассчитан на напряжение 220 В и силу электротока в 50 А. Это же касается и диодного моста V5/V8. Трансформатор Т1 должен создавать на вторичных обмотках напряжение в 12 В. Вернуться к содержанию
Схема для самодельного споттера
Самодельный споттер можно сделать из старого инвертора. Но для этого нужно знать, по какой схеме собирается конструкция. Работа споттера зависит от ряда обязательных компонентов:
- сварочных трансформаторов;
- первичной обмотки;
- диодного моста;
- тиристора.
Схема работы оборудования определяется по двум диагоналям. Мощность трансформатора первой диагонали выше, чем второй. Поэтому он принимает напряжение после включения аппарата. Электричество поступает через вторичную обмотку по диодному мосту и реле в конденсатор. Благодаря этой системе обеспечивается зарядка. При этом в трансформаторе напряжение пропускается, и не накапливается. При такой схеме запуска тиристор закрывается.
Для начала сварки потребуется открытие тиристора. После отключения зарядки конденсатора, вторичная обмотка трансформатора получит достаточный показатель тока для сварки. Более подробно рассмотреть элементы схемы в работе можно на плане.
Усадка растянутого металла
Растянутый металл, после устранения деформации, будет значительно выше остальной поверхности, а также будет ослаблен и нестабилен. Его нельзя простучать молотком и опустить ниже, так как для него нет места. Он либо уйдёт целиком в противоположную сторону, либо снова обратно (хлопун).
Если деформация была устранена в правильном порядке, правильными инструментами и с правильным усилием, то растянутый металл может быть только в зоне прямого повреждения. Если же деформация выправлялась без предварительного анализа, грубыми ударами молотка, то растянутый металл будет по всей ремонтной области. Такому металлу нужно вернуть нормальную толщину усадкой. Для возвращения металла в первоначальную форму его нужно «собрать».
Усадка металла нагревом является достаточно простым процессом, но требует осторожности. Нужно определить самую высокую точку растянутого металла и нагреть её при помощи инструмента, который Вы используете для усадки. Далее нужно поместить поддержку под нагретую область и ударить молотком несколько раз, пока металл горячий.
Так, металл вокруг усаживается в это нагретое пятно и становится толще и меньше по площади. Потом нужно охладить это место мокрой тряпкой или губкой. Таким же способом можно усадить остальные области с растянутым металлом. Нужно быть осторожным и не переборщить. Иначе металл деформируется и деформирует прилегающую область.

Последовательность усадки обширной зоны растянутого металла
Незначительная растянутость металла может устраняться без простукивания. При нагреве растянутый металл сокращается, происходит его усадка. Нагретый металл сначала возвышается над общим уровнем панели. После нагрева и охлаждения, растянутый металл приобретает первоначальный профиль, либо становится немного ниже общего уровня плоскости панели. Также можете прочитать статью “Как убрать хлопун на металле”, где подробно рассматривается тема растянутого металла.
Правила при усадке нагревом:
- Обратная сторона нагреваемой панели должна быть очищена от шумоизоляционного материала.
- при усадке нужно применять поддержку, имеющую меньшую выпуклость, чем растянутая область металла.
- Обычно используется ацетиленовая горелка с насадкой, соответствующей толщине осаживаемого металла, но может также применяться нагрев полуавтоматической сваркой, специальным угольным электродом, а также специальной насадкой и режимом споттера.
- Ацетиленовой горелкой нужно нагревать до ярко красного цвета, держа её перпендикулярно поверхности.
- Никогда не остужайте металл, нагретый до красного цвета. Подождите, когда он немного сам охладится и станет чёрным.
- Никогда не нагревайте область больше, чем можете осадить молотком за один раз. Горелкой нагревается площадь от 10 до 25 мм.
- Во время нагрева нужно делать круговые движения горелкой, по спирали, от периферии к центру.
- Не пытайтесь сделать усадку растянутого металла, пока не выправите его на черновую.
- Не нагревайте для усадки вмятину.
- Если растянутый металл имеет небольшую область, то и нагревайте маленькое пятно для усадки.
- Можно делать усадку растянутого металла и без его последующего охлаждения мокрой тряпкой. Охлаждение лишь ускоряет процесс.
- После усадки, может потребоваться дополнительное выравнивание металла.
Вакуумная вытяжка вмятин
Если на кузове (двери, крыле, крыше) образовалась вмятина, но лакокрасочное покрытие не пострадало, можно исправить дефект с помощью вакуумной рихтовки. Для выправления вмятин используется пневматический или вакуумный инструмент (присоски), данный метод применяется для выправления так называемых «хлопунов» размерами более 15-20 см в диаметре.
Преимущество этого способа заключается в том, что после исправления дефекта покраска не требуется – лакокрасочное покрытие не повреждается, работа выполняется гораздо быстрее, чем при обычной рихтовке. Но вакуумная вытяжка вмятин требуется определенного мастерства, и выправить удается далеко не каждую вмятину.

Крючки, рычаги и прочие приспособления
Рихтовщику, который работает над приданием деформированному кузову первоначальной формы, для выполнения полного объема ремонтных работ с автомобильным покрытием пригодятся также:
- Выпуклые, упругие, вытягивающие, выравнивающие, универсальные ложки.
Ложкоподобные инструменты производят выгибание и вытягивание труднодоступных (внутренних) частей кузова.
- Другие рычаги для контактного ремонта.
Рычаги применяются там, где обычного человеческого усилия не хватает.
Правка и рихтовка автомобилей производится, начиная с самой большой вмятины, с использованием подходящих инструментов, при этом рихтовочные молотки остаются основным выпрямляющим приспособлением.
В целях выравнивания вдавленных частей неотрихтованного кузова автомобиля применяется гидравлический кузовной ремонт. С помощью насоса со всевозможными прямыми и фигурными насадками, оснащенного цилиндрами и работающего на гидравлическом механизме, осуществляют вакуумную вытяжку вмятин авто.
При невозможности сделать выпрямление с помощью насосов полезными могут стать зажимы и захваты. В рихтовочные комплекты обычно включают несколько таких зажимающих приспособлений разных размеров (диаметров). Также захваты различаются между собой количеством креплений (их может быть от 1 до 3 шт.) и способом фиксации (самый распространенный метод укрепления на кузове — с помощью шурупа).
Пневмомолотки используются для качественного рихтования труднодоступных мест авто. Также для выполнения особо сложных рихтовочных работ существуют специальные металлические механические агрегаты, имеющие несколько опор (от двух до четырех), между которыми закреплен опускающийся и поднимающийся стержень. Он просовывается в заранее проделанное отверстие той части кузова, где требуется вытягивание. Вместе со стержнем на таком приспособлении обычно используются крепления.
Перед началом рихтовочных работ следует, осмотрев повреждения авто, из всего разнообразия специнструментов подобрать те, которые помогут в рассматриваемом случае. Для небольших повреждений подойдет домашний рихтовочный набор, чтобы выполнить выпрямление более глубоких вмятин, следует прибегнуть к помощи специалистов из авторемонтной мастерской.
Изготовление трансформатора
- Магнито-провод трансформатора набирайте из пластин Ш40, толщина данного набора должна составить 10 см.
- В первичной обмотке должно быть 200 витков качественного провода сечением 2,5 мм².
- Во вторичной обмотке – 7 витков шины либо изолированного провода сечением не меньше 50 мм².
- Соединительный заземляющий проводник для вторичной обмотки делается того же сечения и длиной не более 2-2,5 м.
От качественности изоляции обмоток трансформатора зависит ваша безопасность. Поэтому рекомендуется наложить поверх сетевых (первичных) обмоток не менее 5-6 слоев ткани. Она должна быть пропитана лаком либо парафином. Вернуться к содержанию
Изготовление пистолета
Без пистолета споттер не будет выполнять свои функции. Этот компонент также известен под названием «стаддер». Выбор рабочего механизма зависит от предполагаемых целей. Споттерные пистолеты условно делятся на две категории:
- заводские;
- самодельные.
Для работы с высокой частотой применения споттера, покупаются заводские модели. Такие аппараты способны обеспечить достаточную производительность при поставленных задач для профессионального сварщика.

Самодельный пистолет споттера рекомендуется применять для бытовых работ, где не требуется большой нагрузки на оборудование. В качестве самодельных рабочих механизмов используются:
- пистолет для нанесения клея;
- сварочный аппарат полуавтоматического типа.
Чтобы изготовить ручку для стаддера, используется гетинакс или текстолит. Толщина материала составляет от 12 до 14 миллиметров. Из него вырезаются два прямоугольника одинакового размера.

В одном из отрезков создается ниша для размещения крепежного элемента. Эта часть заготовки предназначена для крепления:
- электрода – прут из меди с диаметром от 8 до 10 миллиметров;
- лампочки;
- кнопки, включающей подсветку;
- переключателя, подающего импульс.
Кнопка должна быть размещена строго в созданном углублении. В качестве крепежного элемента используется самодельный кронштейн. Для его производства применяется труба, изготовленная из меди. Необходимо чтобы получилось сечение квадратного или прямоугольного типа.
При работе споттера электрод требуется периодически заменять. Чтобы эту задачу было проще выполнять, при проектировании устройства необходимо разместить электрод так, чтобы для его замены не требовалось разбирать всю конструкцию.
Пистолет подключается к споттеру при помощи пятижильного кабеля сварочного или контрольного типа. Жилы соединяются с:
- переключателем;
- лампочкой подсветки;
- лампочкой выключателя.
Конец кабеля помещается в отверстие кронштейна, и закрепляется при помощи паяльника. Перед этим его необходимо зачистить.
Рихтовка кузова автомобиля. Этапы ремонта
Как было сказано ранее, грамотная процедура ремонта деформированной панели представляет собой выправление только тех мест, которые получили пластическую деформацию. Относительно не повреждённые прилегающие зоны после этого возвратятся в первоначальное состояние самостоятельно. Такой метод требует немного усилий и мало действий.
Можно также воздействовать на обратную сторону повреждения тяжёлым молотком или другим тяжёлым инструментом. Повреждение выдавливается или выстукивается грубо, без каких-либо специальных правил. При использовании такого метода могут возникать дополнительные повреждения и растянутость металла, которые требуется в дальнейшем устранять.
Более предпочтителен именно вдумчивый, грамотный подход к ремонту.
Грамотный ремонт повреждения включает в себя три стадии:
- анализирование повреждения,
- правка на черновую (восстановление формы),
- правка на чистовую (финишная).
Рассмотрим эти этапы подробно:
- Анализ повреждения является первой и наиболее значимой стадией, так как от правильного определения зон деформации, куда нужно приложить усилие, зависит быстрота процесса и конечный результат. Процедура выправления повреждения должна опираться на этот анализ. Нужно понимать в какой последовательности произошла деформация. Нужно определить направление, из которого панель получила деформацию и определить какой залом или складка образовались последними, какие перед этим и так далее вплоть до места, которое получило первый прямой контакт с препятствием. Далее нужно определить план действий по устранению деформации в порядке, противоположном их возникновению. Некоторые повреждения могли образоваться одновременно и нужно это учитывать. Процесс восстановления не должен создавать дополнительных повреждений. Таким образом, потратив некоторое время на анализирование структуры неровностей и обдумывание порядка восстановления, работа выполняется гораздо легче и быстрее, кроме того, становится более интересной.


Приложение линейки ребром поможет понять глубину вмятины.
При анализе, повреждённую панель можно прощупать рукой. Обычно для этого используют левую руку. Нужно двигать всей ладонью вдоль панели. Только пальцы не смогут прочувствовать, какого рода неровность перед вами. Иногда мастера надевают матерчатые перчатки, так как в них легче прочувствовать форму металла. Степень неровности можно определить, прикладывая линейку ребром к панели. Кузовной напильник также может применяться для быстрого определения структуры повреждения. После обработки напильником, срезанная краска на краях вмятины выявит её фору и размер.
- В результате грубой рихтовки выправляются рёбра жёсткости, заломы, большие вмятины и кузовная панель принимает свою оригинальную форму. На этом этапе не нужно зацикливаться на одном единственном месте, необходимо делать несколько проходов по всей панели, постепенно выравнивая её. Нужно ослаблять напряжённые области, полученные при ударе, и препятствующие возвращению металла в его первоначальное состояние. Несколько лёгких ударов в нужное место более эффективны, чем один или два сильных удара. Вмятины выправляются и одновременно простукиваются возвышенности и складки окружающей её области. Здесь часто применяется метод «молоток вне поддержки», который будет рассмотрен ниже. Можно использовать молоток и деревянный брусок или специальную надувную подушку, для воздействия с обратной стороны повреждения. Незначительные неровности на этом этапе по-прежнему остаются, они не должны отвлекать рихтовщика. Главная задача этого этапа – вернуть основную форму деформированной кузовной панели. Усадка растянутого металла (об этом ниже) и, при необходимости, заваривание разрывов также относится к этой стадии ремонта панели.
- Во время финишной рихтовки убираются мелкие неровности, и панель окончательно выравнивается. Повреждённый металл может быть отрихтован очень качественно, так, что будет достаточно только нанести наполняющий грунт, обработать его и красить. Для этого нужно набраться терпения, делать всё последовательно, без спешки и лишних усилий. На этом этапе применяется кузовной напильник, о котором было написано выше. Также здесь применяется метод рихтовки «молоток на поддержке» (см. ниже). На этом этапе можно использовать специальное проявляющее покрытие. Далее нужно сделать несколько проходов бруском с крупнозернистой шлифовальной бумагой. Это выявит неровности, которые сложно заметить. Потом нужно выправить оставшиеся углубления. После выполнения такой процедуры, нужно снова нанести проявочное средство и повторить шлифование. Таким образом, поверхность панели можно полностью выровнять. После этого кузовная панель подготавливается к грунтованию и покраске.
Рихтовка авто своими руками
Рихтовку кузовных деталей при большом желании можно произвести самостоятельно, но необходимо рассчитывать свои силы. Если нет соответствующего опыта, внешний вид своего автомобиля хозяин может испортить, и в дальнейшем мастерам автовладелец только усложнит работу.
Как правило, в домашних условиях водитель не имеет специального оборудования, поэтому для рихтовки в основном используется домкрат и резиновый молоток. Проще всего будет самостоятельно рихтовать небольшие вмятины, и если кузовной элемент съемный (переднее крыло, дверь, капот), его все же лучше снять.
Переднее крыло отрихтовать самостоятельно проще всего, чтобы выровнять деформируемую поверхность, деталь сначала необходимо снять с автомобиля. После демонтажа крыло следует положить на ровную плоскость, укрытую плотной тканью (войлоком) – мягкая основа здесь необходима для смягчения ударов. Нанося удары, следует регулярно осматривать крыло, проверять, насколько удается выровнять металл. Если в результате рихтовки краска облетает, нужно этот участок подготовить к покраске – зашпатлевать, зашкурить, обезжирить и затем загрунтовать.

Чтобы отрихтовать вмятины на двери, кузовной элемент также следует демонтировать. После демонтажа дверь разбирается, с нее снимается дверная обшивка. Если вмятина находится приблизительно посередине дверной накладки, дефект устранить нетрудно – изнутри железо можно выстучать. «Гаражные болезни» вылечить сложнее, и рихтовку здесь все же следует доверить профессионалам – качественно самостоятельно выполнить работу вряд ли получится, а толстый слой шпатлевки – это не выход из положения, шпатлевка может и отвалиться.
Нюансы рихтовочных работ
- Если вмятина образуется на части кузова с двойным металлом, молотком выровнять поверхность не получится – изнутри до внешнего железа будет не добраться. В таком случае качественно отрихтовать элемент можно с помощью споттера.
- Если по центру заднего/ переднего крыла или двери образовался «хлопун», его можно попробовать выправить без использования каких-либо инструментов – необходимо по железу изнутри резко ударить рукой. Безусловно, можно воспользоваться и вакуумной присоской с обратным молотком, но не у всех этот инструмент имеется.
- Бывает и так – повреждается кузовная деталь (крыло, дверь, капот, крышка багажника), уже имеющая следы коррозии. Рихтовать такой элемент не имеет смысла даже по бедности. Лучше пока ездить с этим дефектом и копить деньги на ремонт и новую деталь. Конечно, в данном случае речь не идет о серьезной аварии.
- При выравнивании поверхности одиночные резкие удары лучше не наносить, ударять следует легко и часто.
- Есть кузовные детали, которые стоят недорого, поэтому рихтовка старого капота или переднего крыла не всегда оправдана. Но здесь есть один нюанс – на многие иномарки продаются неоригинальные китайские запчасти. Если на машине установлен оригинальный капот, и его можно отрихтовать, то лучше восстановить его, чем покупать дешевый «неоригинал», с которыми могут возникнуть проблемы: железо начнет быстро ржаветь, деталь будет трудно подогнать по своему месту.
